

Industry news
Dust explosions and fires are an ongoing hazard in combustible dust processing plants. Every year facilities where products are manufactured experience loss of life and loss of property to dust fires that easily transition to a highly destructive dust explosion. Dust extraction equipment is at high risk of both dust fire and dust explosion; the combination of air flow and dust just requires an ignition source as the trigger.
Just a few burning embers entering a dust collector, bin, silo, bucket elevator or other Feed Milling & handling equipment are enough to ignite the fine dust. The effects of accidental fires and explosions are devastating in terms of lives lost, injuries, damage to property, damage To the environment and to business continuity.

Al powder explosion in Kunshan ZhongRong, 2August,2014
What does it take to Cause an Industrial Dust Explosion
A fire or explosion results from ignition of a combustible material (dust, gas or vapor), when mixed with oxygen in the air. When this takes place inside a process or storage enclosure, the rapid rise in pressure generates destructive Forces in milliseconds, placing personnel and property at risk. Most materials handling, processing and storage equipment is not designed to resist the pressure developed by a developing dust explosion which can reach more than 0.7MPa in about 1/10th of a second or less. Initially, such combustion proceeds below the speed of sound in air and is known as a deflagration.
Without carefully designed safety measures, the speed of combustion can accelerate to higher than the speed of sound in air which is called a detonation and has the ability to generate pressures of 2 to 3 MPa. In focusing on protecting a Feed milling processing plant from the dangers of fire and deflagration, attention is placed on three technical areas of risk management including;
1) Dust Control;
2) Ignition Control;
3) Injury and Damage Control
Dust Control

Recent picture taken from a feed mill show Very poor housing measures which will Eventually lead to Secondary explosion risk!
To summarize, dust control is achieved by the implementation Of appropriate combinations of housekeeping and dust collection / Filtration measures. This is combined with inspection to ensure
That these measures remain effective. A layer of dust less than 1mm thick is a concern when it covers 5% or more of a factory Surface area. Successful dust control reduces emissions of combustible dusts which in turn cuts the dust explosion risk.
To quantify a combustible dust risk requires that the characteristics of the material be identified, typically by test. Key parameters include the Maximum Explosion Pressure (Pmax), the Kst (deflagration index), and the Minimum Ignition Energy (MIE) of the dust. In addition, prevention and protection safety strategies require knowledge of process conditions, such as dust concentration, airflow velocity, operating pressure, temperature, and humidity. The Kst and Pmax for the grains dust material are used in the determination of all dust explosion safety measures.
The higher the Kst value, the faster the rate of pressure rise due to combustion. For example, Wheat flour has a Kst Value of >100 and < 300 meaning it has a strong explosion characteristic and a wide range of safety risk. Smaller particle sizes are more reactive which is reflected by a higher Kst value and easier ignition. The reason; more surface area is freely accessible by the surrounding air to support combustion. Grains dust below 500 microns in size and with moisture content below 33% (dry basis) is considered to be explosive.
Dust concentration is also an important technical parameter. Each dust has a ‘Minimum Explosible Concentration’ (MEC) typically measured in grams per cubic meter. Grains dust can have an MEC as low as 30 grams per cubic meter. Most milling, grinding and dust collection systems have a much higher normal concentration. In the U.S., two key sources of information about Grains dust explosions are the National Fire Prevention Association NFPA 61, 2013 Standard for Agricultural & Foods Industries and the Fire Protection Handbook 20th Edition Volume 1, 2008.
Important points in the NFPA Standards, which sets minimum requirements for fire and explosion prevention and protection in the General industry, outlining general requirements and definitions include:
• A particle size of 500 microns or smaller represents a combustible dust risk.
• A hazard exists if dust is covering over 5% of horizontal surface areas with a layer of dust deeper than 3mm.
• The dust reactivity should be determined by testing to ensure that the correct safety measures are implemented based upon accurate engineering data. Tests according to ISO and ASTM Standards generate accurate values for Kst, Pmax, MIE, MEC and other parameters found to support engineered safety solutions with more than 50 years of successful implementation worldwide.
• Moisture has an effect on the propagation of dust fires and explosions; low moisture content supports very easy ignition and propagation of combustion.
Ignition Control
Understanding and monitoring potential ignition hazards at a plant provides a first layer of protection to the facility. Essential measures include proper grounding and bonding of equipment and connecting pipework or ducting as well as appropriate wiring of electrical equipment, the control of static electricity and monitoring of process equipment hot spots. Preventive maintenance programs ensure that such design safety measures remain effective.
Review of dust explosion loss history proves that it is important to consider the normal and potential abnormal circumstances while evaluating processes within a plant. Many times a dust explosion is the result of an abnormal event, such as when an automated process fails and it is replaced by a temporary manual activity or a change in product packaging. For example, an Operator may be asked to empty bags of powdered material when an automated system is off line for maintenance. The Operator can himself generate excessive static electricity if not equipped with conductive safety shoes. The flow of the powder from the packaging material can generate a static charge if grounding measures are not in place. At all times, the Operator is at risk, working in a dusty environment that will exceed the Minimum Explosible Concentration at times.
Injury and Damage Control
Owners/operators of processing plants can choose from a range of safety measures to meet established American, European and Chinese Standards for combustible dust processes.
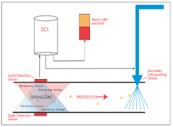
• Prevention: detection of sparks and embers traveling
Through a dust collection system can lead to their Quenching before reaching an area of high dust Explosion risk such as a filtration unit.

Isolation: by introducing a barrier to flame propagation that can prevent a primary dust explosion in one piece of equipment from amplifying into a typically more severe secondary event in a connected item of equipment. Solutions include chemical isolation (particularly well-suited to large or irregular shaped ducting), mechanical isolation barriers (pinch valves, knife gate valves and rotary airlocks) Explosion Venting: pressure relief is provided to process equipment by releasing the products of combustion to the atmosphere in a safe trajectory. (Flameless venting provides for over pressure protection without the release of flame to the atmosphere.)

• Explosion Suppression: both fire and explosion effects can be minimized by injecting a heat quenching agent into process equipment to arrest the combustion process – explosion suppression equipment responds rapidly to prevent the full development of a dust explosion, preventing a destructive overpressure from developing.

In addition, an emergency action plan with properly maintained exit routes ensures the right safety response for protection of personnel.
Understanding the Risks
The course of action to minimize combustible dust explosion hazards begins preferably in the planning stages of a process by identifying the risks, determining the explosive reactivity of the combustible process dust, and implementing a combination of both prevention and protection measures. Economic considerations favor the use of explosion vent technology in terms of cost of equipment and installation. However, many factors must be considered before choosing explosion vents. Consider the following application factors:

Vented Dust Explosion: 6 pounds of Corn Starch ignited in a 100 cubic foot test vessel
It will usually exceed 10 meters in length and about Half this in diameter. A 50-cu-meter vessel venting From a single position will produce a flame ball over 30 meters in length and 15 meters in diameter. Simple Free venting must be to a safe location where personnel Will not be present and other equipment cannot be damaged. If venting equipment is installed indoors, can a vent duct to a safe outdoor location be provided? Vent ducts will always increase the required vent area and may not be acceptable for protecting smaller process volumes at higher Kst values. Can the required vent area be accommodated? As well as requiring the space for vent installation, can the reaction forces during venting be sustained and for tall equipment, can a near thrust neutral vent arrangement (top sidewall mounted vents) be achieved to prevent collapse during relief?
If there are process inlets and outlets to the protected equipment, are these protected to prevent propagation of the deflagration to other equipment or work areas? Standards are now very clear in requiring isolation of vented equipment to prevent secondary explosions. Secondary explosion risks are typically much greater in their potential for damage and destruction.
Can the cleanup of a vented explosion be accepted? Depending upon the design basis adopted, a vented explosion may require replacement of capital equipment components that have become damaged by the pressure wave, resulting in loss of production while delivery is awaited.
What will the neighbors think? Vented explosion is a spectacular event that will draw considerable community attention.
As illustrated by the previous series of questions posed for a vented dust explosion application, each process needs to be considered both alone and as a component of a production facility to ensure implementation of the right explosion protection and prevention technology. There are always options for dust explosion risk management. The technical solutions adopted must take proper account of the practical needs of each process.
Conclusion
In closing, Dust explosions can be prevented by following established American, European and Chinese GB Safety Standards through deployment of engineered safety systems. Risk analysis must include the normal and the unusual events in plant operating conditions. It is often the unusual that provides the trigger to a combustible dust fire or explosion. Once a risk management plan is in place, a strict “management of change policy” is required that will catch the consequences of product material changes, hardware changes, and procedural changes. Dust explosion risk management requires periodic revisiting even at the best protected facility.
For further information please visit our website @ www.bsbipd.com or www.bsbipd.cn.
If you have any question, Contact BS&B expert: Kevin Zhang, Kevin.zhang@bsbglobal.com.cn




